
1. وصف الخط التلقائي
البولي يوريثين (PUR) و بولي إيزوسيانورات (PIR)
بولي إيزوسيانورات، المعروف أيضًا باسم PIR، هو شكل متطور من البولي يوريثان (PUR). ميزته الرئيسية هي عدم قابليته للاشتعال، على عكس PUR، مما يجعله ناجحًا للغاية في مجال البناء، وخاصةً في إنتاج الألواح العازلة. استُخدمت مواد البناء المصنوعة من رغوة PIR على نطاق واسع في البناء في أوروبا والولايات المتحدة الأمريكية لفترة طويلة، وأثبتت فعاليتها. في روسيا، ازدادت شعبية PIR في السنوات الأخيرة بفضل عزلها الحراري الممتاز ومتانتها ومقاومتها للحريق.
نقدم خط إنتاج آليًا لتصنيع ألواح الساندويتش المملوءة برغوة البولي يوريثان الصلبة (PUR وPIR). بخلاف ألواح رغوة البولي يوريثان التقليدية، تُنتج هذه التقنية الجديدة ألواحًا مقاومة للحريق تُضاهي ألواح الصوف المعدني. وبفضل أنظمة القفل المتطورة، تُعزز هذه التقنية مقاومة الحريق لألواح الساندويتش النهائية بشكل ملحوظ.
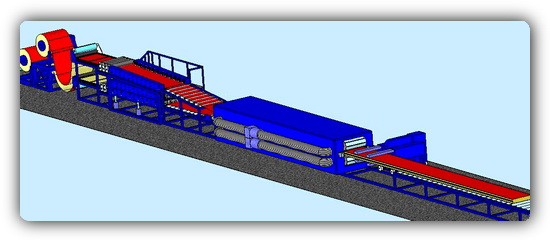
2. مكونات ووصف خط الإنتاج الأوتوماتيكي
| لا. | اسم عنصر الخط والوصف الموجز | كمية |
|---|---|---|
| 1 | أسطوانات فك الملف الكابوليكل منها بسعة رفع ١٠ أطنان. مُركّبة على هيكل مشترك، بطول ٣ أمتار، مع انحناء ٢ متر للشريط الفولاذي. | 2 |
| 2 | وحدات التوجيه العلوية والسفليةكلٌّ منها مزود بعمود إدخال، ووحدة لفّ غشاء واقٍ، ووحدة قطع عرضية. مُركّبة على هياكل دعم منفصلة. | 2 |
| 3 | كتل عمود التشكيل الرئيسيتقع على مستويين. تحتوي كل كتلة على أعمدة لمعالجة الملفات، تدعم خمسة أنواع من الملفات: أملس، خطي، مخطط، مُخَدَّد بدقة، ومُحَزَّز بدقة. تُثَبَّت هذه الكتل على هيكل دعم مشترك مع وحدات التشكيل. | 2 |
| 4 | مطاحن تشكيل اللفائف، مثبتة على مستويين من خط الإنتاج: - في المستوى العلوي، مطحنة عالمية قابلة لإعادة التشكيل لمعالجة كسوة الجدران أو كسوة السقف السفلي. في الطابق السفلي، يوجد مطحنتان: إحداهما غير قابلة للتعديل لتشكيل ألواح السقف العلوية بأربعة نتوءات، وفوقها مطحنتان غير قابلتين للتعديل لتشكيل ألواح الجدران فقط. يمكن تحريك المطحنتين عموديًا باستخدام آلية رفع وتثبيتهما في مكانهما. تشترك المطاحن في هيكل دعم مشترك مع كتل العمود الرئيسي ووحدة التسخين المسبق. تتكون كل مطحنة في وحدة التشكيل من 12 دعامة. يبلغ الطول الإجمالي لهيكل الدعم، شاملاً العمود الرئيسي ومنطقة التسخين، 16 مترًا. | 3 |
| 5 | وحدة التسخين المسبق للبطانة الفولاذيةمنطقة عازلة حراريًا، مصممة لتسخين بطانات الفولاذ مسبقًا بعد التشكيل وقبل حقن المكونات (PUR أو PIR). في نهاية هذه المنطقة، قبل مدخل المكبس الساخن مباشرةً، يُدخل رأس الحقن مزيجًا مُحددًا بدقة من المكونات إلى البطانة السفلية. | 1 |
| 6 | مجموعة المعدات لتزويد PUR و PIR (المضخات، عدادات التدفق، خزانات الاستهلاك اليومي، الخ). | 1 |
| 7 | مكبس كاتربيلر الساخنمع سلاسل كاتربيلر علوية وسفلية وجانبية، قابلة للتعديل في الارتفاع. يعتمد عدد مجموعات كاتربيلر (لألواح الأسقف والجدران) على نطاق الألواح المخطط له. المكبس الساخن هو الوحدة الرئيسية التي تحدد سرعة الناقل، بينما تتزامن جميع الوحدات الأخرى (الآلات المتخصصة، وآلات فك اللفائف) مع سرعته. يتم ضبط سرعة المكبس بدقة عالية بناءً على نوع اللوحة وسمكها. يتراوح طول المكبس بين 15 و40 مترًا، حسب معايير العميل: الإنتاجية، ونوع اللوحة، وسمكها، وخصائص ألواح الساندويتش الأخرى. مقارنةً برغوة البولي يوريثان، تتميز رغوة البولي إيزوسيانات بنسبة إيزوسيانات إلى بوليول أعلى، مما يتطلب درجات حرارة معالجة أعلى (حوالي 65-70 درجة مئوية). لذلك، تم تجهيز هذا الخط بمكبس حراري أقوى. | 1 |
| 8 | وحدة متقاطعة باستخدام ناقل أسطواني استقبال، بطول ٢٠ مترًا (للألواح التي يصل طولها إلى ١٢ مترًا). يُجرى القطع بمنشار شريطي دون توقف خط الإنتاج. تُوضع الألواح المقطوعة على ناقل الاستقبال، الذي يتحرك أسرع بكثير من ناقل الضغط الساخن الرئيسي، مما يسمح بإزالة الألواح المقطوعة بسرعة قبل خروج اللوحة التالية من المكبس. | 1 |
| 9 | لوحة التحكم المركزيةيتم التحكم في جميع وحدات ووحدات خط إنتاج الألواح بواسطة برنامج من لوحة التحكم المركزية. | 1 |
| 10 | نظام تثبيت اللوحةبعد الإنتاج والقطع، تحتاج الألواح إلى 8 ساعات على الأقل من التثبيت الحراري قبل التعبئة. ولحل بسيط واقتصادي، يُنصح باستخدام عدة عربات متخصصة بطول 12 مترًا مزودة بأجزاء لوضع الألواح عموديًا. تُبرّد الألواح تدريجيًا (مثبتة حراريًا) في هذه العربات قبل إرسالها إلى منطقة التعبئة. | 1 |
| 11 | وحدة التعبئة والتغليف مع ناقل الأسطوانةمُجهّز بطاولتي أسطوانة مُحرّكتين، طول كل منهما ١٢ مترًا. الناقل الأسطواني الأول هو طاولة التغذية، حيث تُشكّل رزمة من الألواح. بعد التشكيل، تدخل الرزمة إلى منطقة التعبئة والتغليف، حيث يُغلّفها دوار بإحكام بغشاء مطاطي. سرعات الناقل وآلة اللف قابلة للتعديل ضمن نطاق واسع. | 1 |
قد يكون من الصعب العثور على المزيد من المعلومات حول كيفية التعامل مع هذه المشكلة . لا داعي للقلق بشأن هذه المشكلة. لا داعي للقلق بشأن هذا الأمر.
يجب على العميل تقديمها بشكل مستقل:
- الخزانات الرئيسية للمكونات (الايزوسيانات، البوليول، البنتان) مدفونة تحت الأرض أو موضوعة في غرفة متخصصة منفصلة.
- توفير المياه لنظام تثبيت الحرارة للمكونات بالقرب من رأس الخلط والحقن (ماء ساخن بدرجة 60 درجة مئوية على الأقل مع معدل تدفق 8-10 م³/ساعة، وماء بارد لا يتجاوز 5-7 درجة مئوية مع معدل تدفق 3-4 م³/ساعة).
تتضمن المعدات وثائق تقنية وتشغيلية كاملة باللغة الروسية، في شكل ورقي وإلكتروني.
لحساب التكلفة الدقيقة للخط، هناك حاجة إلى البيانات الأولية التالية:
- خطة الإنتاج السنوية المطلوبة.
- سمك لوحة الحائط المطلوبة.
- أنواع سمك لوحة السقف المطلوبة.
- استخدام حشوة PIR و/أو PUR.
3. خصائص الألواح العازلة المصنعة
| المعلمة | ألواح ساندويتش جدارية | ألواح ساندويتش السقف |
|---|---|---|
| العرض المعياري | 1100 ملم | 1075 ملم |
| سمك اللوحة | 50 مم، 60 مم، 80 مم، 100 مم، 120 مم، 150 مم | 60 مم، 80 مم، 100 مم، 120 مم، 150 مم |
| أنواع الملفات الشخصية | ناعم، خطي، مخطط، ذو أخاديد دقيقة، ذو شكل دقيق | ناعم، خطي، مخطط |
4. سرعة الناقل وإنتاجية الخط (حسب سمك اللوحة العازلة)
| سمك الألواح العازلة | سرعة الناقل (م/دقيقة) | إنتاجية الخط | ||
| متر مربع لكل وردية | متر مربع شهريا | متر مربع في السنة | ||
| 60 ملم | 6 | 2,500 | 50,000 | 600,000 |
| 80 ملم | 5 | 2 100 | 42,000 | 500,000 |
| 100 ملم | 4.3 | 1 800 | 36,000 | 430,000 |
| 120 ملم | 3.5 | 1,500 | 30 200 | 360,000 |
| 150 ملم | 3 | 1 250 | 25 200 | 300,000 |


